2021-12-21
射出模具結構類型(3)熱澆道
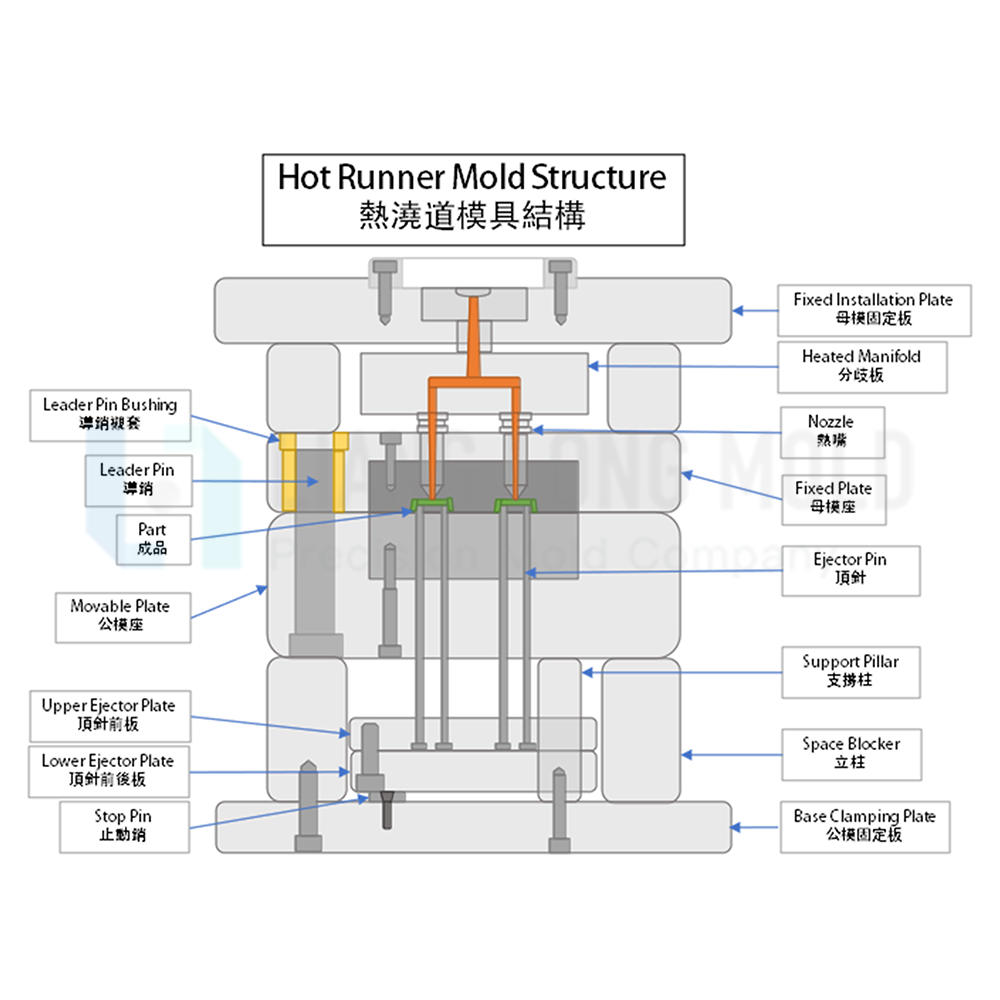
熱澆道
熱澆道介紹:
在射出成形時利用各種方法保持豎澆道、流道之塑膠於融溶狀態。脫模時仍保持在塑模中,這樣就是所謂的熱澆道射出成形。
優點:
*小澆口,成品內應力小,外觀良好。
*無廢料產生。
*流道中的壓力損失小,個成型品溫度壓力一致,可減少射出壓力,收縮率控制容易。
*可使用側面澆口成形,一次單個或多個成形。
缺點:
*熱澆道成本高。
*熱敏感材料不適用。
*熱澆道保養與清潔比冷澆道困難。
選擇熱澆道情況:
1.成型超大件部品時
用流長比去看超大件部品需要多點熱澆道才能讓塑膠有辦法射飽。
2.偏離射出機中心的側向進澆
若入點沒辦法在中心的話,會增加流道長度讓塑膠流動距離變長超過流長比,此時用熱澆道分歧板和熱嘴讓成行順利與快速。
3.需要從公模側(頂出側)進澆或需要較長豎澆道時:
讓流道直接延伸到公模內部進澆,因為沒有流道會頂出所以熱澆道可以實現頂出側進澆方式。
4.較難成型部件:
難成型材料(PEEK、PPS等等)、加纖材料或者薄件1mm厚度以下之難成型部件,用熱澆道可以解決。
5.材料價格高:
每公斤超過50元者且塑件數量要求大量時就可慎重考慮使用熱澆道系統。
熱澆道選用步驟:
(1)計算或秤成品重量
(2)採用幾支熱嘴,成品重量/熱嘴數=每次射出量,射出量表查出採用何種型號
(3)尋找使用熱嘴規格尺寸(二支以上則用分歧流道板)
(4)決定熱嘴位置
(5)由位置決定分歧流道板大小形狀
(6)澆道之大小