射出模具結構類型(1)分類
射出模具型式的重要性
為您的生產選擇正確的模具型式至關重要,因為模具類型將直接影響產品質量、生產速度,進而影響塑件總體成本。雖然您選擇的模具類型也會影響模具成本,但重要的是要考慮到塑件在成型時的速度與數量,成本會發生變化。
根據模具的不同特性,有多種不同的方法可以對模具進行分類。下面我們將討論主要的二類:
流道系統: 熱澆道、冷澆道
塑膠射出模具按流道系統的類型對模具進行分類。流道系統是一系列通道,包括澆口、澆道和流道,將熔化的塑料材料從機器的噴嘴引導到模具型腔的所需區域。
熱澆道
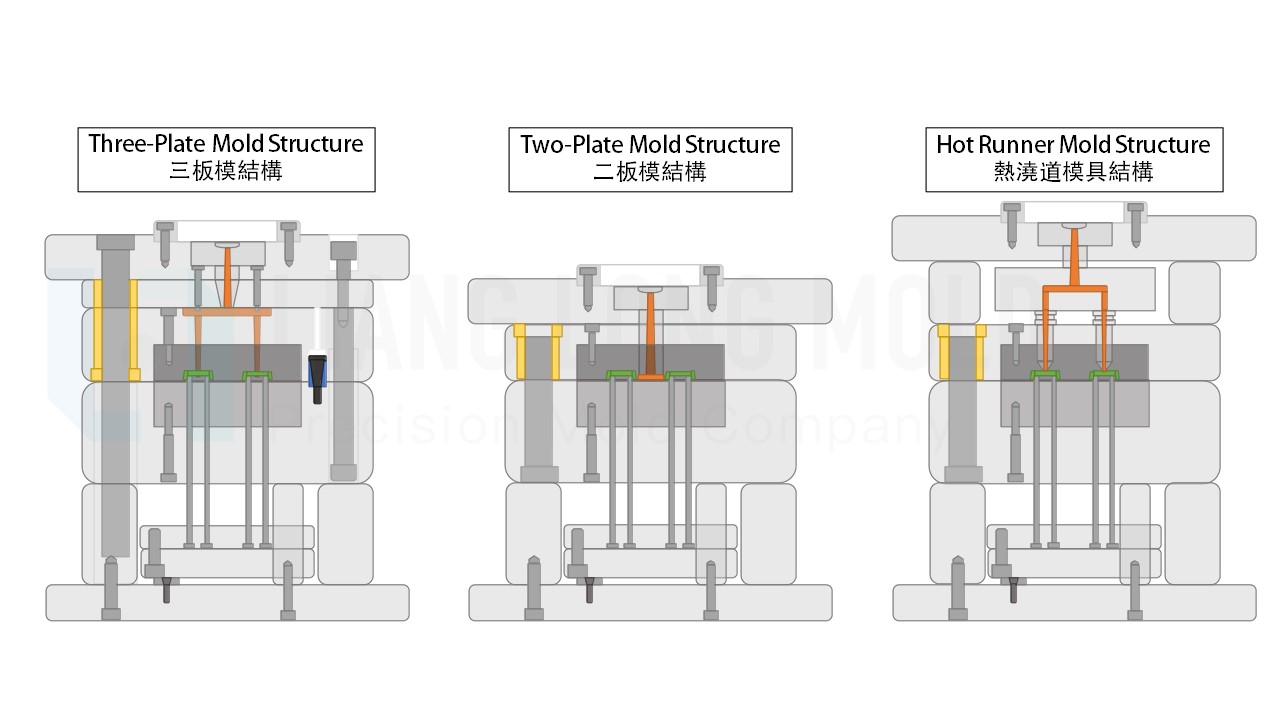
熱澆道就是在塑膠射出成形時,保持豎澆口(Sprue)、橫澆道(Runner)內的塑膠於熔融狀態,脫模時,仍保持在塑模中,此即謂熱澆道射出成形。
熱流道系統包括線圈或其他加熱元件進行內部或外部加熱的流道。這種類型的流道(Runner)系統被封裝在固定的分歧流道板內。由於流道永久固定在該板內,它們不會隨零件一起彈出,因此模製零件出來時很乾淨,不會附著額外的塑料廢料,減少了浪費。並且沒有額外的生產步驟來移除流道回收它們,這意味著生產可以更快地進行。熱澆道通常用於多模穴的大批量生產。因為它的加熱成本高,並且比冷流道需要更多的維護。此外,熱澆道的流道是隱藏的,這可能是一個缺點,尤其是當您在批次之間更改材料或顏色需要清理流道時會較難清理。另外,熱敏感材料在熱流道系統可能會有問題,例如粘連。
冷流道
冷流道系統是使用未加熱的流道將熔化的塑料輸送到模腔中。然而,與熱流道相反,冷流道系統是暴露在外的,會設計在模具本體上。這意味著每個模具週期都會製造、固化和頂出新的流道系統。根據使用的是兩板模具還是三板模具,當零件頂出時,流道系統和成型零件可能會連接或分離。這種類型的流道系統確實會在每個循環中產生大量廢棄塑料,但將廢棄的流道磨碎是可以再利用。不幸的是,這會為您的生產過程增加步驟,因此生產時間可能會因此而延長。需要注意的是,冷流道系統更易於清潔和維護,換顏色和材料簡單。此外,設計更改容易。在內部加熱的熱流道可能難以使用某些材料(熱敏感的材料),冷流道可以使用更廣泛的材料選擇。
冷澆道模板類型:兩板模、三板模
射出模具可根據其分類的另一類別是其板的數量或配置。模具由板組成。當在射出機中合模壓在在一起時,這些板形成完整的成品模腔,生產零件。
兩板模
兩板模具是用於射出成型的最常見類型,因為它的製造成本最低。它只有一條分模線,在該分模線上,型腔板的兩半相交。儘管兩種類型的流道系統都用於雙板模具,但冷流道系統仍會隨著成品一起被頂出,仍會附著在零件上。需要更多的生產步驟和勞動力成本,每個流道系統都須手動拆除和回收。
三板模
三板模具有一個附加板,使模具有兩條分模線,而不是一條。該附加板(脫料板)位於母模與母模封板間,用於在脫模時自動將冷流道系統與成型零件分離。不需要人工來剪斷流道系統並回收,能達到更快的生產。當然,添加脫料板將增加模具的整體成本。